-
松夏减震器,安全又耐用
实体工厂,欢迎参观考察
17317317121 17317317121
1234

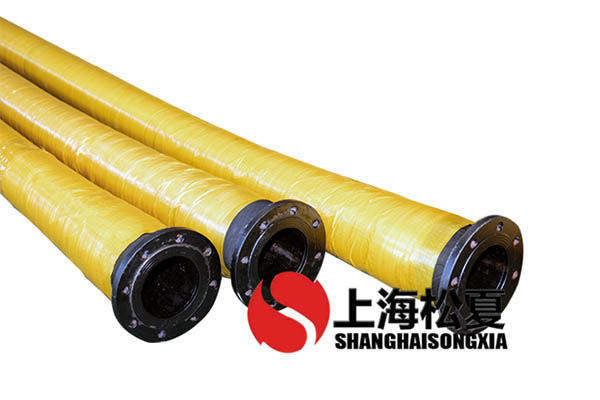
管道316L法兰橡胶接头壳液压机
文章出处:上海松夏减震器有限公司 添加时间:2023-02-10 16:53
管道316L法兰橡胶接头壳液压机
316L法兰橡胶接头壳液压机成型后,其端边由于多层板较薄及双层又叠在一起,为确保品质,应选用挤压成型电阻焊机,将端边熔成单面,随后用圆剪子机剪割端圈,依据总壁厚明确是不是须铣削焊角后,于连接圈上在管料外壁沿径向以类似相当于单波进行长短的间距做为定位撑相对高度。
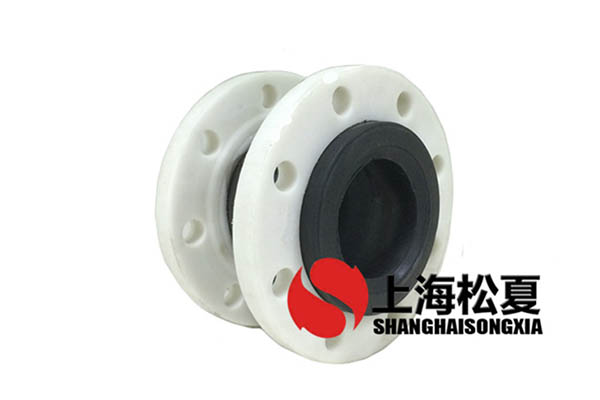
橡胶接头可以带上外加强环一起成型,外加强环可以起一部分压膜的功效,成型出模以后,该环即变成金属波纹管的一个构成部分。挪动速率过快,成型品质较弱,回弹力量大,易造成废料;太慢则生产率低,一般应视原材料特性和金属波纹管构造,操纵液压机挪动速率。
316L法兰橡胶接头出液应与汽压横移动同歩伴随着液压机挪动,管料容量慢慢缩小,不必要液态务必随液压机下沉相对应排出来。该实时控制常见装在汽压系统软件中的调速阀实行,细心调节调速阀的工作压力,以使成型全过程汽压维持减震情况。留意密封环是束损坏,定位撑的部位在成型历程中若有偏位,应随后改正误差,以保证成型品质。
316L法兰橡胶接头壳液压机成型后,其端边由于多层板较薄及双层又叠在一起,为确保品质,应选用挤压成型电阻焊机,将端边熔成单面,随后用圆剪子机剪割端圈,依据总壁厚明确是不是须铣削焊角后,于连接圈上在管料外壁沿径向以类似相当于单波进行长短的间距做为定位撑相对高度。
橡胶接头可以带上外加强环一起成型,外加强环可以起一部分压膜的功效,成型出模以后,该环即变成金属波纹管的一个构成部分。挪动速率过快,成型品质较弱,回弹力量大,易造成废料;太慢则生产率低,一般应视原材料特性和金属波纹管构造,操纵液压机挪动速率。
316L法兰橡胶接头出液应与汽压横移动同歩伴随着液压机挪动,管料容量慢慢缩小,不必要液态务必随液压机下沉相对应排出来。该实时控制常见装在汽压系统软件中的调速阀实行,细心调节调速阀的工作压力,以使成型全过程汽压维持减震情况。留意密封环是束损坏,定位撑的部位在成型历程中若有偏位,应随后改正误差,以保证成型品质。

下一篇:长度220mmsus316橡胶接头 上一篇:塑料橡胶接头用的弹性变形作用