丁腈
橡胶接头的制做步骤
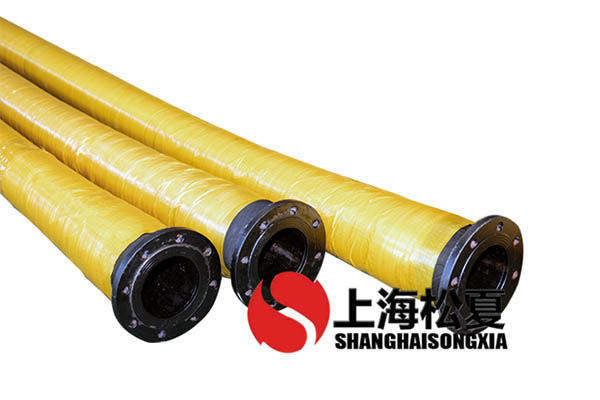
丁腈橡胶接头用混炼胶机按混炼胶出里层胶、中高层胶和表层胶;用挤塑机挤压里层输油管,覆盖在涂了脱膜剂的软芯或硬芯上(液氮冷冻法也可无需管芯)。单片压延机碾成中高层胶片状,加脱膜剂放卷并按技术规定截成要求总宽。将含管芯里层输油管在缠绕包装机或编织机械上盘绕上电镀铜刚丝或电镀铜镀锌钢丝绳,与此同时在缠绕包装机或编织机械将中高层胶片状同歩盘绕在每双层电镀铜刚丝或电镀铜镀锌钢丝绳间,盘绕刚丝开始和结尾捆扎。
丁腈橡胶接头再度在挤塑机上包裹上表层胶,随后再包缠铅或布硫化橡胶防护层。应用机器设备多、原材料类型多,生产工艺流程繁杂。但近些年以塑胶或热塑性橡胶为首要原材料的高压油管生产工艺流程可适度简单化,但原材料高,仍以橡胶原材料为。
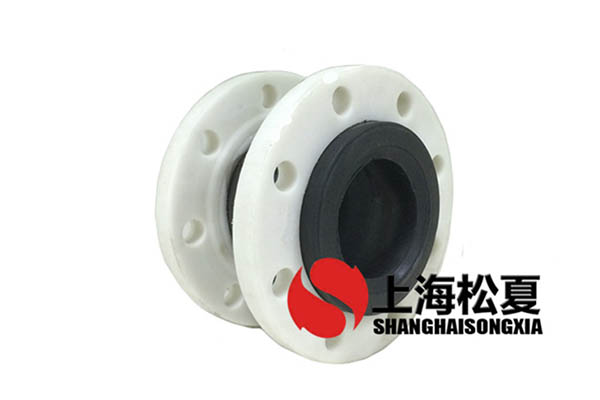
径向内压式丁腈橡胶接头由一个金属波纹管和2个端管组成以及它构件构成。它根据金属波纹管的软性形变来吸取管道径向偏移,端接手或同时与管道,或焊住法兰再与管道法兰联结。丁腈橡胶接头上的小支撑杆主要是运送环节中的刚度支撑或做为预形变调节用,它并不是承力杆。橡胶接头连接头选用高品质铝合金压铸、金生产加工而成,表层一般选用热镀锌、镀硬铬解决,工程项目管道系统软件热涨冷缩造成的形变,房屋建筑、机器设备、储油罐等因不同歩塌陷区或板块构造转变致使的偏移。