-
松夏减震器,安全又耐用
实体工厂,欢迎参观考察
17317317121 17317317121
1234

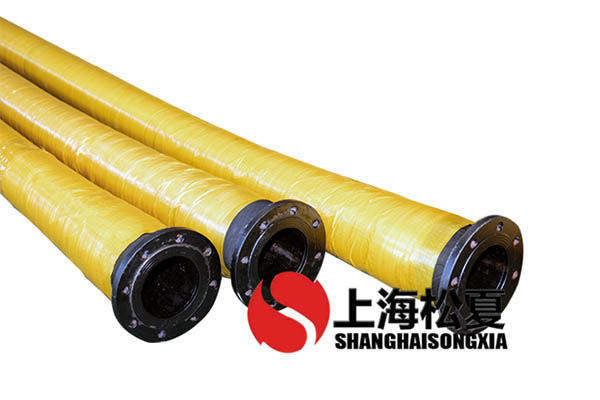
橡胶接头用于化工设备管道的应用实际效果
文章出处:上海松夏减震器有限公司 添加时间:2023-04-28 13:45
橡胶接头用于化工设备管道。橡胶接头选用线割加工工艺时,激光切割加工工艺应适用被激光切割原料,不可有裂痕等有危害。激光切割前应进行原料标识移殖,防止原料混合。当碳素钢Q235厚钢板不会再进行机械加工制造时,激光切割表层的氧化皮、炉渣、溅出物应整洁,激光切割面应平整。机械设备激光切割后的钢边缘不可有裂缝、毛刺和边缘。碳素钢工作温度低于-20℃,当温度低于O℃时,不可选用机械设备激光切割。
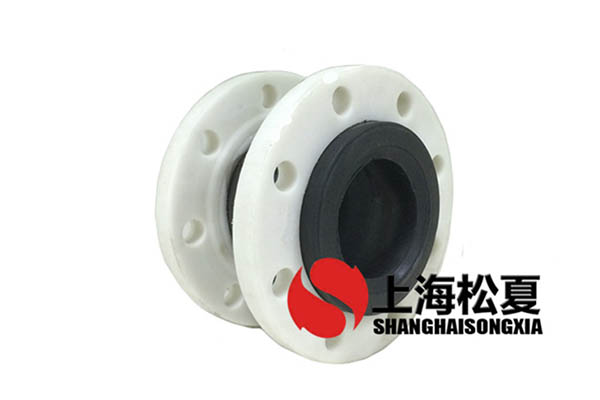
橡胶接头对线割后导致裂缝的厚钢板,后直接进行热处理方法。不然,进行后热处理方法。后热处理方法应按的需求进行,但后的热处理方法高,控温温度比两侧原材质和金属材料三者中的低温度低20℃~30℃。先松掉中间旋盖螺帽,使密封圈处于几乎没法运行的状况,随后调整短管,调节规格为宜,随后调整连接头,去除螺母的一个螺帽,使管通心,使螺母的头与管道法兰孔两端对齐,随后组装在一端。螺帽工作压力应对称并慢慢拧紧。
橡胶接头安装另一端法兰,方式类推。对称地逐渐卡紧旋盖螺帽,以适当为可。工作里时,假如发现部分密封性不紧在部分卡紧旋盖螺帽,防止泄露,两侧密封性不紧,逐渐拧紧法兰两侧螺帽,直到没有泄露。环槽体设置密封圈,提升了能力,特性是连接头两侧选用法兰连接方法,安装中调节的规格,用螺钉固定不动,安装便捷。